题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
粗镗-半精镗工件内孔表面的经济精度为()。
A.IT8-9
B.IT5-7
C.IT4-5
D.5-6
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.IT8-9
B.IT5-7
C.IT4-5
D.5-6
答案
 更多“粗镗-半精镗工件内孔表面的经济精度为()。”相关的问题
更多“粗镗-半精镗工件内孔表面的经济精度为()。”相关的问题
第2题
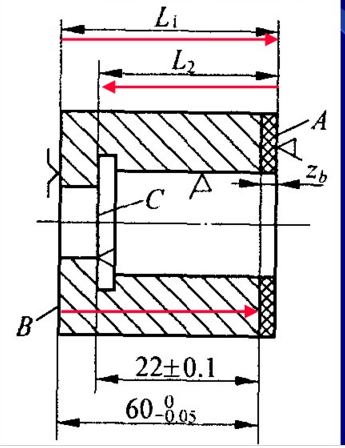
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以尺寸60-0.050mm定距装刀精车端面A。孔的深度要求为22±0.10mm。试求粗车端面A及镗内孔深度的工序尺寸L1、L2及其公差。
第5题
A.钻-扩-粗铰-精铰
B.钻-扩-精镗-金刚镗
C.钻-扩-粗磨-精磨
D.钻-粗拉-精拉
第6题
高速精镗内孔时,采用锋利的尖刀,刀具的主偏角κr=45°,副偏角κ'r=20°,要求加工表面的Ra=0.8μm。试求:

第10题
A.镗模自身的制造精度
B.刀具精度
C.装刀精度
D.调刀精度
E.夹具制造精度
F.夹具安装精度