

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
利用数控铣床加工凸轮时,应仔细分析加工工艺,工艺包括()。
A.考虑工件坐标
B.进给速度
C.主轴转速
D.ABC均可
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.考虑工件坐标
B.进给速度
C.主轴转速
D.ABC均可
答案
 更多“利用数控铣床加工凸轮时,应仔细分析加工工艺,工艺包括()。”相关的问题
更多“利用数控铣床加工凸轮时,应仔细分析加工工艺,工艺包括()。”相关的问题
第1题
用数控铣床加工下图所示的轮廓ABCDEA。试按照所学的代码格式(JB 3208-1983)编制加工程序。要求:

(1)在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
(2)机床坐标原点即为起刀点也为刀具终点;
(3)加工路径为①—②—③—④—⑤—⑥—⑦,主轴转速900r/min,进给速度150mm/min。(不考虑刀补功能)
第3题
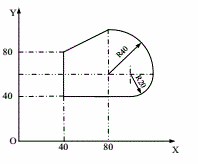
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
第4题
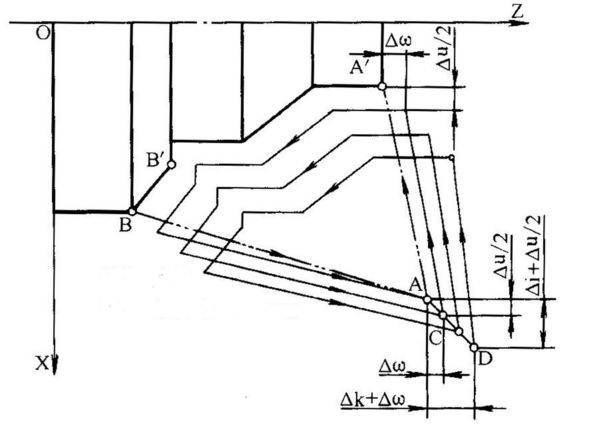
速度为0.3mm/r,主轴转速为500r/min:精加工余量为4mm(直径),Z向2mm,进给速度为0.15mm/r,主轴转速为800r/min。
第8题
A、较大的吃刀量、较高的进给速度、较低的主轴转速
B、较小的吃刀量、较高的进给速度、较低的主轴转速
C、较小的吃刀量、较高的进给速度、较高的主轴转速
D、较小的吃刀量、较低的进给速度、较高的主轴转速
第9题
A.数控程序
B.APT程序
C.工序卡
D.工艺卡



















