题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
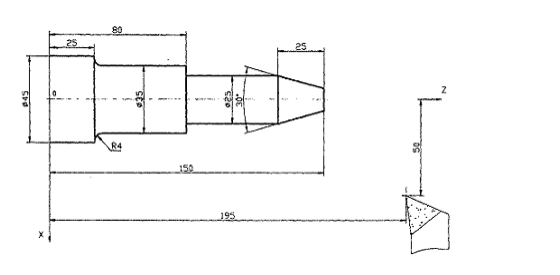
在数控车床上精加工下图所示零件的外轮廓(不含端面)。请采用给定的代码格式(JB 3208-1983)编制加工程序。要求
在数控车床上精加工下图所示零件的外轮廓(不含端面)。请采用给定的代码格式(JB 3208-1983)编制加工程序。要求:
(1)数控车床的分辨率为0.01mm;
(2)在给定工件坐标系内采用绝对尺寸编程:
(3)图所示刀尖位置为程序的起点和终点。切入点为锥面的延长线上,其Z坐标值为152。
(4)进给速度50mm/min,主轴转速700r/min。
 答案
答案
查看答案