



 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
加工一批小轴,其直径尺寸要求为mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值=17.975mm,标准差σ=0.006mm,
加工一批小轴,其直径尺寸要求为 mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值
mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值 =17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
=17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
 答案
答案
查看答案

 mm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值
mm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值 =17.975mm,均方根差σ=0.01mm。试计算合格品率及废品率,
=17.975mm,均方根差σ=0.01mm。试计算合格品率及废品率,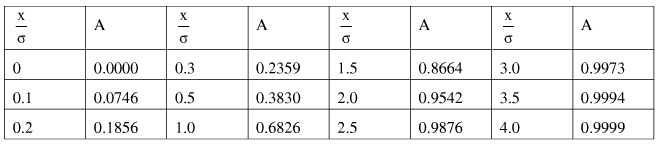
 mm的轴。已知:外圆尺寸按正态分布,均方根偏差
mm的轴。已知:外圆尺寸按正态分布,均方根偏差 mm,分布曲线中心比公差带中心大0.03mm。试计算加工这批轴的合格品率及不合格品率。
mm,分布曲线中心比公差带中心大0.03mm。试计算加工这批轴的合格品率及不合格品率。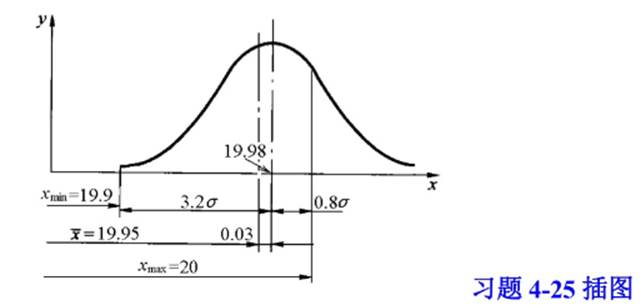
 mm的轴。已知外圆尺寸按正态分布,σ=0.02mm,分布曲线中心比公差中心大0.01mm。试计算加工这批轴的合格品率与不合格品率。
mm的轴。已知外圆尺寸按正态分布,σ=0.02mm,分布曲线中心比公差中心大0.01mm。试计算加工这批轴的合格品率与不合格品率。 (30±0.05)mm。加工后测得的尺寸按正态分布,有8%的不合格品,且其中一半为可修复不合格品。试分析该工序能力指数Cp。
(30±0.05)mm。加工后测得的尺寸按正态分布,有8%的不合格品,且其中一半为可修复不合格品。试分析该工序能力指数Cp。 mm。加工后尺寸呈正态分布,σ=0.02mm,尺寸分布中心偏小于公差带中心0.03mm。试计算该批小轴的废品率,并分析废品率原因。计算中有关数据可查表。
mm。加工后尺寸呈正态分布,σ=0.02mm,尺寸分布中心偏小于公差带中心0.03mm。试计算该批小轴的废品率,并分析废品率原因。计算中有关数据可查表。


















