



 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
加工轴的外圆表面时,如果上道工序的尺寸最大值为da max,最小值为da min,本工序的尺寸最大值为db max,最小值为db min,那么,本工序的双边最大加工余量2Zmax等于()
A.a max - db max
B.a max - db min
C.a min - db max
D.a min - db min
 答案
答案
B、a max - db min

 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。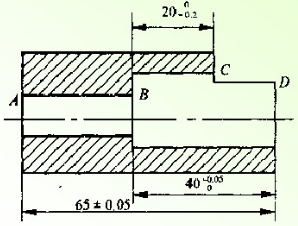
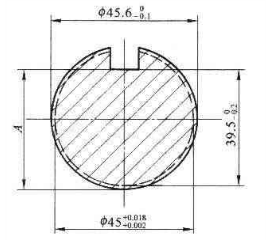
 mm;再铣键槽槽深至尺寸A2;经热处理后,磨外圆至尺寸A3=
mm;再铣键槽槽深至尺寸A2;经热处理后,磨外圆至尺寸A3=



















