

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[判断题]
执行程序段G98G83X4.0Y5.0Z-20.0R3.0Q5.0F200后,刀具返回刀初始平面。()
 答案
答案
正确
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
正确
 更多“执行程序段G98G83X4.0Y5.0Z-20.0R3.0Q5.0F200后,刀具返回刀初始平面。()”相关的问题
更多“执行程序段G98G83X4.0Y5.0Z-20.0R3.0Q5.0F200后,刀具返回刀初始平面。()”相关的问题
第2题
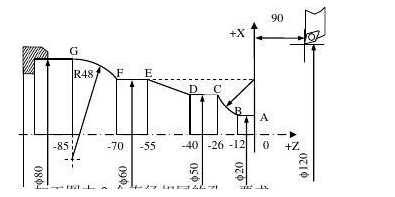
编写车削加工程序,精加工ABCDEFG部位的外轮廓,直径设定。加工尺寸如图,其它参数合理自定。各程序段要求注释。
N10 G92 X120 Z90; //建立坐标系
N20 G00 X20 Z1 F0.2 S500 M03; //启动主轴,快移至切削起点
N30 G01 X20 Z-12; //车AB段
N40 G02 X50 Z-26 R20 (I12 K20); //车BC段
N50 G01 Z-40; //车CD段
N60 X60 Z-55; //车DE段
N70 Z-70; //车EF段
N80 G03 X80 Z-85 R48(I-38 K-15); //车FG段
N90 G00 X120 Z90; //退刀至刀具起始点
N100 M30; //程序结束
(1)用钻削固定循环编写程序并注释
(2)使用刀具长度补偿,补偿号H01
(3)起刀点x=0、y=0、z=250(注意坐标原点位置)
(4)初始平面z=150mm处,参考平面和钻孔结束点如图所示。其它参数合理自定
第4题
A.X105Y35Z55
B.X1OOY35Z50
C.X105Y3OZ50
D.Xl00Y30Z55
第6题
A.N60G01X60.Y20.;N70Z-3
B.N60G01Z-3.;N70M03S800
C.N60G00S800;N70G01Z-3
D.N60M03S800;N70M08
第9题
A.刀具半径补偿C不执行从MDI输入的指令,但是当用单程序段功能暂时停止绝对值指令的自动运行时,可以执行MDI运行
B.在偏置方式中,偏置方向不可以改变
C.如果在偏置方式中指定下面指令,偏置方式被暂时取消,然后又自动恢复
D.当在偏置方式中指令没有刀具移动的程序段时,矢量和刀心轨迹与程序段不指令时相同



















